


一,、立式擠壓鑄造工藝研發(fā)及應用成果之一:汽車前副車架
公司在2013年6月至2014年8月期間,開展了某汽車制造商前副車架的研發(fā),,通過采用立式擠壓鑄造工藝和2500噸立式擠壓鑄造設備予以實現(xiàn),。
前副車架是汽車底盤系統(tǒng)中的一個重要的安全零件,,是支承車橋和懸掛支架的重要承載部件,其位置如圖1所示,。

圖1:前副車架在汽車底盤系統(tǒng)中位置
試制的前副車架毛坯圖如圖2所示,。

圖2:前副車架毛坯圖
研發(fā)成果:研發(fā)試制的前副車架成品及達到的性能指標如圖3和下表所示。
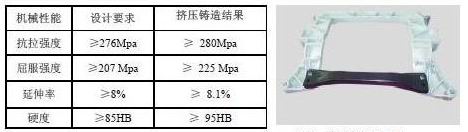
圖3:前副車架成品圖
應用情況:該零件已成功應用于某汽車制造商轎車,,待批量化生產(chǎn)及供貨,。
二、立式擠壓鑄造工藝研發(fā)及應用成果之二:工程機械變速箱
公司在2013年11月至2014年5月期間,,開展了工程機械變速箱體,、箱蓋的研發(fā),,通過采用立式擠壓鑄造工藝及2000噸立式擠壓鑄造設備予以實現(xiàn)。
變速箱是工程機械,、電梯等行業(yè)關(guān)鍵承力結(jié)構(gòu)件,。
其變速箱技術(shù)要求如下:
n 最大輪廓尺寸:435×272×230mm;
n 法蘭尺寸:上法蘭外徑Φ150mm,,下法蘭內(nèi)徑Φ85mm,;
n 孔徑:渦桿錐孔Φ94mm,主軸齒輪口Φ125mm,;
n 壁厚:主要厚度為12mm,,最厚處30mm,最小壁厚10mm,;
n 重量:14.6kg,;
n 抗拉強度≥280Mpa,;
n 延伸率≥4%,;
n 硬度≥85HB;
n 內(nèi)部針孔不超過3級,;
n 鑄件表面不允許有冷隔,、裂紋;
n 材料A357-T6,。
研發(fā)成果:變速箱鑄件經(jīng)T6處理后機械性能全面達到設計要求,,實現(xiàn)減重40%,提高整機清潔度,,改善散熱,。零件如圖4所示。

圖4:變速箱體,、箱蓋零件圖
應用情況:該零件已成功應用于中聯(lián)重科某型號的升降機中,,已批量化生產(chǎn)及供貨。
三,、立式擠壓鑄造工藝研發(fā)及應用成果之三:離合器殼體
公司在2013年7月至2013年12月期間,,開展了汽車離合器殼體的研發(fā),通過采用立式擠壓鑄造工藝及550噸立式擠壓鑄造設備予以實現(xiàn),。
汽車離合器殼體是發(fā)動機與汽車傳動系統(tǒng)之間切斷和傳遞動力的零件,。
其離合器殼體技術(shù)要求如下:
n 產(chǎn)品尺寸:外徑150 mm,高130 mm,;
n 結(jié)構(gòu)特點:兩端內(nèi)側(cè)有密封環(huán)槽,,鑄件內(nèi)腔有三十余個傳遞動力的鑄出鍵齒;
n 兩端內(nèi)側(cè)密封環(huán)槽不允許有氣孔,、縮孔,、疏松等缺陷,;
n 內(nèi)腔鍵齒齒形不加工;
n 氣密性要求,;
n 破壞試驗要求,;
n 材料為A383-T5。
研發(fā)成果:成型后的擠鑄件外觀無缺陷,,內(nèi)腔及花鍵均無拉傷,,通過了客戶專用齒形檢具驗收。通過按ASTM-E-505標準采用x-ray檢測內(nèi)部質(zhì)量,,鑄造缺陷小于1級,。
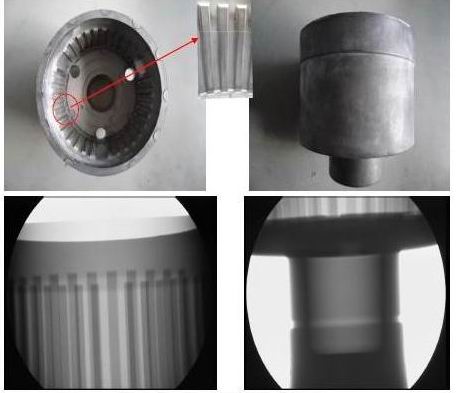
圖5:離合器殼體內(nèi)齒精度及內(nèi)部質(zhì)量圖示:
應用情況:該零件已成功應用于國外某品牌汽車上,待批量化生產(chǎn)及供貨,。

圖6:零件成品圖
 官方微信公眾號
官方微信公眾號